




Hartmetall-Gewindebohrer Maschinengewindebohrer mit gerader Nut für gehärteten Stahl DIN371, DIN376
Kurze Beschreibung:
Vollhartmetall-Gewindebohrer für gehärtete Werkstoffe, kurzspanende Werkstoffe
Speziell für Materialien mit einem Härtebereich von HRC55–63 entwickelt
Gewindebohrer mit gerader Nut, geeignet für Durchgangs- und Sacklochgewinde.
Fasenform C oder Fasenform B
Der OPT-Hartmetall-Gewindebohrer für gehärteten Stahl sorgt mit seiner speziellen Geometrie, seinen Span- und Freiwinkeln dafür, dass das Gewindeschneiden von hartem Stahl lange hält. Sie können von hervorragenden Gewinden, Zuverlässigkeit und Haltbarkeit profitieren.
- Werkzeugmaterial:Hartmetall VHM
- Bewerbungsunterlagen:ISO-Material: H/S/P
- Gewindetyp:M/MF/MJ UN/UNC/UNF/UNS/NPT/NPTF G/BSW/BSP/BSPT
- Auftragsmaschine:Gewindeschneidmaschine, Drehmaschinen, CNC-Fräsmaschine, CNC-Bearbeitungszentrum
- Beschichtung:TiCN/ALTiN
- Kühlmittel:Auf Anfrage
- Beschreibung
Die Formen- und Gesenkindustrie muss häufig gehärtete Materialien gewindeschneiden, was für die Bearbeitung von Stählen mit hoher Härte spezielle Gewindebohrer erfordert.
OPT-Hartmetall-Maschinengewindebohrer und Hartmetall-Handgewindebohrer-Set sind für das Gewindeschneiden von gehärtetem Stahl und Stahl mit extrem hoher Härte bis zu 63 HRC konzipiert.
ISO-Standard, JIS-Standard, DIN-Standard-Hartmetallgewindebohrer sind alle verfügbar und können mit kurzer Vorlaufzeit individuell angepasst werden.
Wird normalerweise bei der CNC-Bearbeitung verwendet. Der Gewindebohrersatz ist auch für den manuellen Gebrauch erhältlich.
- Typische Anwendung
Werkzeugmaterial: Unter Berücksichtigung der Verschleißfestigkeit und Schlagfestigkeit werden ultrafeine Wolframkarbidmaterialien mit angemessener Härte und Zähigkeit verwendet, um die Haltbarkeit von Hartmetallgewindebohrern sicherzustellen
Geometrie: Um die Steifigkeit zu erhöhen und Kantenbruch zu verhindern, wurden spezielle Spanwinkel entwickelt
Fasenlänge: Unter Berücksichtigung von Stabilität und Werkzeugstandzeit beträgt die Schnittlänge in der Fase normalerweise 4–5 Zähne
Maschine: Wir empfehlen die Verwendung einer Werkzeugmaschine mit geringer Vibration und der Möglichkeit, eine angemessene Vorschubgeschwindigkeit zu wählen, um ein stabiles Gewindeschneiden zu erzielen
Unteres Loch: Bohren Sie das untere Loch so weit wie möglich innerhalb der Gewindetoleranz, da dies dazu beiträgt, die Drehmomentbelastung zu reduzieren und das Gewindeschneiden zu einer längeren Lebensdauer führt.
Inspektion und Anzeige
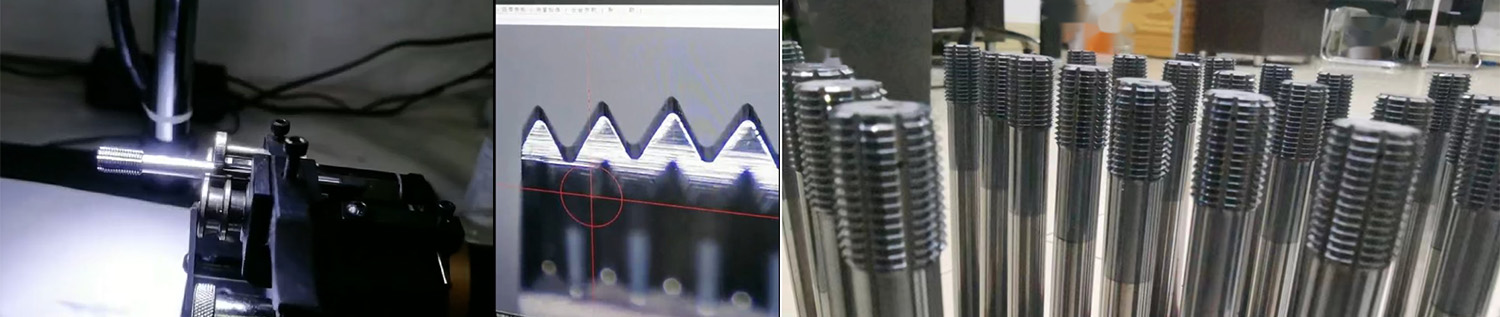
Bitte kontaktieren Sie vor der Bestellung unseren Pre-Sales-Kundendienst:
1. Werkstückmaterial
2. Ob das Produkt nach der Verarbeitung oberflächenbehandelt wird
3. Genauigkeitsanforderungen, Größe des Go-Messgeräts und des No-Go-Messgeräts.





