





Hartmetall-Stufenbohrer für Edelstahl und Aluminium

Produktanwendung
Die hervorragende Haftung zwischen Beschichtung und Untergrund sorgt für Verarbeitungsstabilität und verlängert die Werkzeugstandzeit
Die glatte Beschichtungsoberfläche verringert den Schnittwiderstand und verbessert die Verschleißfestigkeit des Werkzeugs
Geeignet für: Stahl, Edelstahl, Aluminium, Gusseisen und hochharter Stahl. Weit verbreitet in der Luft- und Raumfahrt, Automobilherstellung, Mobiltelefonherstellung, Chipverpackung und anderen Branchen.
Produktvorteile
OPT ist anders: seit mehr als 25 Jahren ein Pionier in Sachen Technologie und Innovation.
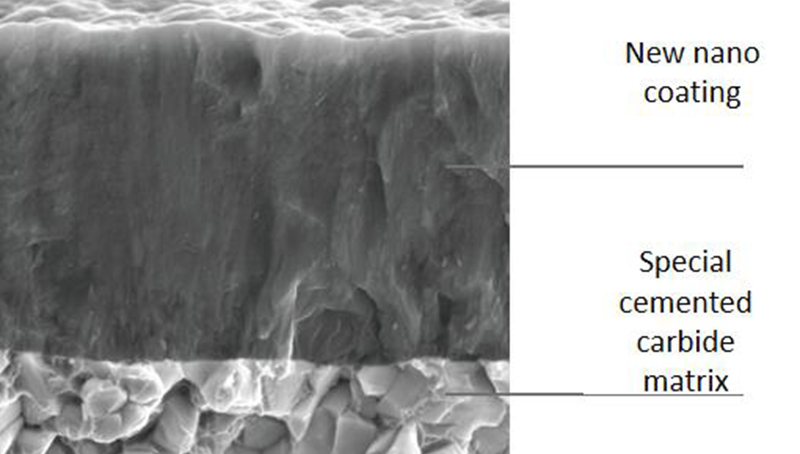
Die von OPT verwendete Beschichtung ist 40 % stärker als die herkömmliche Beschichtung.
Es wird eine neue „Nanostruktur“-Beschichtungstechnologie eingeführt und die Beschichtungsstruktur ist kompakt.
Die hervorragende Haftung zwischen Beschichtung und Untergrund sorgt für Verarbeitungsstabilität und verlängert die Werkzeugstandzeit.
Die glatte Beschichtungsoberfläche verringert den Schnittwiderstand und verbessert die Verschleißfestigkeit des Werkzeugs.


Der Einsatz unserer Schneidwerkzeuge in der Uhrenindustrie
Unsere Bohrer sind speziell darauf ausgelegt, starke Stöße abzufangen.
Die Zahlen sprechen für sich.Bei Tests unter den gleichen Bedingungen übertrafen unsere Bits die anderer Unternehmen um mehr als 30 %.
1. Die Spitze des Hartmetallbohrers ist leicht zu knacken
2. Die Spitze wird mit einem verstärkten Wolframstahlbohrer gebohrt
Sie können speziell entwickelte Anwendungstools nutzen, die von geschulten Fachkräften eingesetzt werden
Technologie sagen Sie es Ihren Produktionstechnikern.Sie können uns auch Ihre Bedürfnisse mitteilen, damit unser Unternehmen Ihnen umfassende Lösungen anbieten kann


Anpassung einer Vielzahl von Spezifikationen
Je nach den unterschiedlichen Verarbeitungsbedingungen der Kunden werden kundenspezifische Hartmetallbohrer oder pulvermetallurgische Schnellarbeitsstahlbohrer hergestellt
Vierkantgröße des Schafts entsprechend den Kundenanforderungen, um unterschiedlichen Vorrichtungen gerecht zu werden.
Vollständige Abdeckung, Fokus auf Design
Entsprechend den unterschiedlichen Verarbeitungsmaterialien können wir unterschiedliche Bohrerprodukte entwerfen!Dies bringt den Kunden eine höhere Effizienz und niedrigere Produktionskosten!


Hervorragendes Groove-Handling
Mit der hochpräzisen Bearbeitungsmethode wird die Oberfläche der Nut und des Eisenkanals behandelt, wodurch der Schnittwiderstand des Legierungsbohrers verringert wird und der Eisenkanal schneller entladen werden kann, wodurch die Hitze des Werkzeugs reduziert und die Lebensdauer des Bohrers verbessert wird
Handhabung von Bohrpunktdetails
Hervorragende Detailbehandlung der Spitze, kann die Festigkeit der Bohrerspitze erhöhen, die Kante des Hartmetallbohrers reduzieren, die Lebensdauer des Wolframstahlbohrers erhöhen und die Produktionseffizienz der Fabrik verbessern.

Hauptfunktionen und Vorteile
Wir bieten Service aus einer Hand;
Wir können OEM- und ODM-Verarbeitung für Kunden durchführen;
Kann technische Beratung geben
Bieten Sie Lösungen für die Werkzeugherstellung
Sorgenfreie lebenslange Garantie
Wenn Ihr Werkzeug aus Hartlegierung geschliffen werden muss, können Sie uns auch zum Schleifen aufsuchen. Gleichzeitig bieten wir für unsere Werkzeuge einen Kundendienst an. Bei Werkzeugproblemen oder Produktionsproblemen sind wir rund um die Uhr für Sie da und lösen diese!

Wir sind ein professioneller Hersteller von Spezialschneidern
HERSTELLUNGSVERFAHREN für Hartmetallfräser


Schritt 1: Hochwertige Rohstoffe verwenden
Schritt 2: Profilschleifen

Schritt 3: Schlitzen und schärfen Sie das Werkzeug gemäß der Zeichnung

Schritt 4: Faden verfeinern

Schritt 5: Beschichten

Schritt 6: Inspektion
Wir verfügen über 80 Sätze verschiedener Schleifzentren, die den Lieferzyklus des Kunden schneller erfüllen können

Unsere Produktionswerkstatt, Produktionsausrüstung zum Schleifen von Wolframstahl, CNC-Schleifmaschine, Gewindebohrer-Schleifmaschine, CNC-Schleifmaschine, Reibahle und Fräser, natürlich gibt es eine Vielzahl professioneller Design- und Produktionsmitarbeiter




| Bit Durchmesser Bereich d1(m7) | Bohrtiefenverhältnis (1/d) | Kühlmodus | Schaftform | Bestellmodell | Grundmaße (mm) | Bemerkungen | ||||
| Schaft Durchmesser | Gesamt Länge | Slot Länge | Empfohlen Bohrtiefe | Beschichtung | ||||||
| d2(h6) | 11 | 12 | 13 | |||||||
| 2~2,5 | 3 | Externe Kühlung | Gerader Schaft | d113*d2*11*3D | 3 | 58 | 13 | 9 | ||
| 5 | Externe Kühlung | Gerader Schaft | d1*13*d2*l1*5D | 3 | 58 | 18 | 14 | |||
| 2,55~2,95 | 3 | Externe Kühlung | Gerader Schaft | d113*d2*11*3D | 4 | 58 | 13 | 9 | ||
| 5 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*5D | 4 | 58 | 18 | 14 | |||
| 3~3,5 | 3 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*3D | 4 | 62 | 20 | 14 | ||
| 5 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 3,6~4 | 3 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*3D | 4 | 58 | 20 | 14 | ||
| 5 | Externe Kühlung | Gerader Schaft | d113*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 8 | Interne Kühlung | Gerader Schaft | d1*13*d2*l1*8D | 4 | 72 | 34 | 29 | |||
| 4~4,9 | 3 | Externe Kühlung | Gerader Schaft | d113*d2*11*3D | 5 | 66 | 24 | 17 | ||
| 5 | Externe Kühlung | Gerader Schaft | d1*3*d2*11*5D | 5 | 74 | 34 | 26 | |||
| 8 | Interne Kühlung | Gerader Schaft | d113*d2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5~6,0 | 3 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*3D | 6 | 66 | 28 | 20 | ||
| 5 | Externe Kühlung | Gerader Schaft | d1*13*d2*11*5D | 6 | 82 | 42 | 32 | |||
| 8 | Interne Kühlung | Gerader Schaft | d1*13*d2*I1*8D-C | 6 | 95 | 57 | 47 | |||
Anwendbare Tabelle der verarbeiteten Materialien
| Nummer | Verarbeitete Materialien | |||||||||
| Weichstahl HB≤ 180 | Kohlenstoff und Legierung Stähle | Vorgehärteter Stahl, gehärteter Stahl | Edelstahl | Gusseisen | Sphäroguss | Aluminiumlegierung | Hitze- Widerstand leisten alle | |||
| ~40HRC | ~50HRC | ~60HRC | ||||||||
Bemerkungen:
1.Wenn der 3- oder 5-fach-Bohrer eine Innenkühlung benötigt, vermerken Sie dies bitte bei der Bestellung, gefolgt von C;
2. Der Griff ist standardmäßig gerade. Wenn Sie andere Griffstandards benötigen, sehen Sie sich zur Bestätigung bitte unsere Griffmaterialien oder Zeichnungen an.3. Der Standard-Oberwinkel beträgt 140 Grad.Wenn andere Winkel erforderlich sind, markieren Sie diese bitte oder beziehen Sie sich auf die Zeichnung.
4. Wenn die Bestellparameter nicht mit denen unseres Unternehmens übereinstimmen, können Sie dies unserem Kundendienstpersonal mitteilen. Wir stellen Ihnen dann gerne Zeichnungen zur Bestätigung zur Verfügung.
5. Der Fräser ist standardmäßig nicht beschichtet.Wenn eine Beschichtung erforderlich ist, teilen Sie uns bitte Ihre Anforderungen oder verarbeiteten Materialien mit.
Produktkategorien
-

Gerade Nutbohrer-Reibahle für alle Arten von ...
-

Hartmetall-Spiralbohrer, Hartmetall-Stufenbohrer für St...
-

Bohrer zur Bearbeitung hochharter Stahlwerkstoffe
-

Bohrer zur Bearbeitung von Aluminiumlegierungsmaterial
-

Nuten Hartmetall Spiralbohrer CNC-Maschine zu ...
-

Innengekühlter Bohrer für Tieflochmaschinen...





